





浙江晶炉耐火材料有限公司创建于1980年初,座落在风景秀丽的莫干山麓(浙江省德清经济开发区长安街9号)人杰地灵,交通方便。公司技术力量雄厚,年生产量260吨。产品主要技术指标达到国际先进水平。 1994年10月产品应用技术通过电子技术部鉴定,荣获部节能产品银质奖.产品节能效果显著,被推荐为“全国优秀节能产品”。现公司能生产满足各类复杂热工设备使用的800℃-1800℃高温陶瓷纤维制品和氧化铝晶体纤维等全纤维炉衬,产品有散棉、贴面块、板、毡、毯、纸、模块、纺织品、粘结剂和涂料等,应用领域遍及冶金、化工、机械、电子、陶瓷、玻璃、科研与航天航空等,是环保,节能的首选产品。 盛建平, 浙江省晶炉耐火材料有限公司总经理,浙江德清县莫干山镇第十五、十六、十七、十八届人大代表,德清县第十五届人民代表大会代表。


氧化铝纤维的主要成分是氧化铝(Al2O3),辅助成分有SiO2、B2O3、MgO等。其熔点可高达2050℃,单丝的拉伸强度极高,具有优异的耐高温蠕变性和抗热震性,尤其是连续氧化铝纤维与其他材料结合时,性能更佳。因此成为国际公认的新一代耐高温热端元器件的主要材料。在应用方面,氧化铝纤维覆盖了航空、航天、船舶、热电、石化、半导体、汽车、高温炉等众多高端领域,主要以增强复合材料、高温绝缘材料、催化过滤材料、生物医用材料等形式出现。出现,如加热炉,窑衬和电子元件分解炉。制备方法上看,主要有布内门法、熔融纺丝法、浸
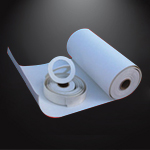
高温纤维是利用耐火纤维的高效隔热特点,经专用纤维喷涂设备,利用高压空气将纤维送至喷头,并与喷头周围雾状粘结剂均匀混合后附着于隔热耐火面,形成纤维喷涂隔热耐火层。产品特点:纤维喷涂炉衬整体性好,无接缝,隔热高温胶水性能优越;施工方便,特别适用于特殊部位、空间狭窄区域,及炉衬修补抢修;低热容量,低热导率;施工方便;纤维分布均匀,性能稳定;优良高温纤维喷涂料的吸音降噪性能。广泛应用于冶金、石油化工、机械、电力、建材、大型高铝纤维针刺毯体育场馆的隔热、防火工业炉防腐材料。用喷射机进行喷射施工的由耐火纤维和耐火粉料
国内多晶氧化铝纤维及种类近20年来发展缓慢,多晶莫来石纤维生产厂家虽然成倍的增长,但其制造工艺及设备基本上都是一个移植的翻版,虽然莫来石纤维针刺毯有些改进,但并没有质量上的提高,多晶氧化铝纤维基本上处于停滞状态,仅有国家几个大的科研单位在研究和开发功能性氧化铝连续纤维,但工业性中间室实高铝纤维验条件还不具备,这就需与国内大型陶瓷纤维制作公司联合开发生产。多晶莫来石纤维棉国内外氧化铝纤维的发展趋势,良好的制备工艺氧化铝纤维是提高其发展速度的重要因素之一。因此,探讨新的制备氧化铝纤维的方法是许多研究人员的研究